Wednesday, December 17, 2025

When the Environmental Protection Agency (EPA) issued the new Vessel General Permit (VGP) in December 2013, lubricant and fluid manufacturers were prepared to give vessel owners a number of environmentally acceptable lubricants (EAL) to work with. EAL usage is now essentially required for any application on vessels where incidental lubricant discharge could occur in the marine environment. Those applications include stern tubes, thrusters, stabilizers, CPP propellers, and wire rope and mechanical equipment immersed in water during normal operation.







When the Environmental Protection Agency (EPA) issued the new Vessel General Permit (VGP) in December 2013, lubricant and fluid manufacturers were prepared to give vessel owners a number of environmentally acceptable lubricants (EAL) to work with. EAL usage is now essentially required for any application on vessels where incidental lubricant discharge could occur in the marine environment. Those applications include stern tubes, thrusters, stabilizers, CPP propellers, and wire rope and mechanical equipment immersed in water during normal operation.
Today, with so many EAL choices available, vessel owner/operators and equipment manufacturers are looking to understand the performance characteristics of these different lubricants. Other than water lubricated applications, EALs attain their environmental qualities by using either an ester oil, a polyalkylene glycol (PAG) oil, or a combination of ester and synthetic hydrocarbon oils (PAO) as the base oil of the lubricant. Considering that the vast majority of EALs that have been approved by seal system manufacturers contain ester oils, it is likely that most vessels will use an ester-based EAL. It is important for users to have an accurate understanding of ester oil performance characteristics to assist in their selection of EALs and to ensure they receive the most benefit from their investment.
As a mainstay of marine lubrication, ester-based oils and greases continue to offer value and versatility in a majority of situations. As a class, ester-based oils exhibit excellent environmentally-friendly properties in terms of biodegradation, non-bioaccumulation and minimal toxicity. Concern over lubricant effects in these three environmental areas was the basis for issuing the changes to the oil—to-sea interface section of the VGP, which specifically targets mineral oil as unacceptable. Esters used in lubricant formulations fall into one of two categories: either naturally produced triglycerides from vegetable or animal sources, or synthesized esters developed by combining acids and alcohols in a manufacturing process. Triglyceride esters have found acceptance for use in hydraulic oils and as a base for biodegradable greases. However for marine use, where the influence of water and operational temperatures can affect the lubricant’s performance, synthetic esters generally perform better.
Triglyceride esters do have a high viscosity index to minimize thinning at high temperatures, and they exhibit high lubricity. Furthermore, reaction with paints and varnishes is not a problem. However, they exhibit poor temperature stability and poor flow behavior at cold temperatures. At high temperatures, oxidation readily occurs, requiring more frequent oil changes. They also exhibit poor hydrolytic stability, readily breaking down in water to form carboxylic acid and other acids that can damage machinery and seals. It is these negative traits of triglyceride esters that lead to the often repeated claim that ester based products have poor hydrolytic stability.
Synthetic ester oils, on the other hand, can be used with a wider range of applications, because their properties can be tailored for specific performance conditions. They handle a wide range of temperatures and exhibit high viscosity, lubricity, corrosion protection and oxidative stability — the latter feature contributing to longer lubricant life, an advantage in hydraulic fluids, and stern tube and thruster oils where vegetable or mineral oil based lubricants need to be changed more frequently.
To answer the question, “What about the hydrolysis of ester oils?” it helps to understand the basics of ester chemistry.
Synthetic ester oils are derived from an inorganic acid or an organic acid in reaction with an alcohol. The esterification reaction produces the ester, plus water. The reverse reaction, called hydrolysis, consumes water while producing acid and alcohol. Like all chemical reactions, the process depends on temperature.
Although all esters can be hydrolyzed, it does not mean all esters have poor hydrolytic stability. Again, the difference is in the formula.
When using vegetable resources, the esters produced have simple, linear molecular shapes with double carbon-hydrogen bonds. They are referred to as “unsaturated esters,” because the molecule is not “fully saturated” with hydrogen atoms. These structures are relatively weak, and in the presence of water and heat,poor hydrolytic stability can be expected.
But when saturated esters with branched acids — known as polyolesters — are utilized, hydrolytic stability is improved. In fact, for these complex polyolester molecule shapes (technically known as sterically hindered esters), hydrolytic stability is very good. Field experience with saturated synthetic polyolesters with branched acids show that even when mixed in 300 to 500 ppm water, acid content does not increase over years.
Ultimately, the speed of hydrolysis reactions are influenced by several factors:
Of these factors, ensuring a low percentage of water in the oil is the ultimate deterrent against hydrolysis. For thrusters, the amount of free water in gear oil should not exceed 200 — 1000 ppm depending on manufacturer specifications. Typically, a maximum of 200 — 300 ppm is recommended. In stern tube oil, the water content should generally not exceed five percent. By maintaining seal integrity and monitoring the condition of the oil, ester oils used in stern tubes should last for years.
In addition, due to the low water percentage recommended in these applications, using an emulsifier to disperse the water in oil will increase the tendency towards hydrolysis. Oils without emulsifiers can have free water removed with conventional oil filters containing water separators. Oil with an emulsifier will yield a stable emulsion; however, water cannot be easily removed. Using an emulsifier in stern tube oil is a viable emergency measure that will require prompt oil replacement.
VGP environmental standards for EALs are being met by a number of alternatives: triglyceride vegetable oils, ester-based oils and PAG oils. Environmentally, ester-based oils exhibit excellent biodegradation, non-bioaccumulation and low-toxicity characteristics. Operationally, they handle a wide range of temperatures, exhibit high viscosity, lubricity, corrosion protection and oxidative stability. While there are several types of natural and synthetic ester base oils, concerns about ester oils’ susceptibility to hydrolysis can be addressed by selecting the right formulation, namely saturated synthetic polyolesters with branched acids. When environmental friendliness, operational performance and resistance to hydrolysis are all considered, synthetic polyolester oils are an excellent choice for hydraulic oil and grease, stern tube oil, thruster oil, and gear lubricants.
Selecting a gear oil for use in marine thrusters or a stern tube lubricant for use with propeller shaft bearings is typically based on analyzing price/performance characteristics of the lubricant and its availability. Now with the implementation of the 2013 VGP, this analysis must be expanded to include EALs that meet the new EPA standards. To meet environmental requirements, EALs are blended from base oils other than mineral oil. They still meet the same lubricant objective: To provide long-term equipment protection. It is worthwhile, however, to focus on how the new EALs meet one particular criterion for analysis: Their ability to resist shearing under load.
In general, a complete performance analysis of an EAL gear oil or stern tube lubricant should include an assessment of thermal, oxidative, and hydrolytic stability to estimate the projected life of the oil under operating conditions. These results can be compared to the initial purchase price of the lubricant for a total cost of ownership value. Other measures include its ability to protect the equipment from wear, scuffing, pitting, and corrosion. A high performance lubricant will extend equipment service life and reduce unplanned downtime, therefore contributing to your bottom line profits.
Evaluation of lubricant viscosity is imperative to protect all the components in a system. The kinematic viscosity of an oil is affected by a number of factors. One inherent physical property of a lubricant is its tendency to thicken in cooler temperatures and thin at higher temperatures. This change in viscosity as a function of temperature is called Viscosity Index, or VI. As a general rule, the higher the VI, the less the oil is affected by temperature change.
When formulating a lubricant, viscosity improvers (which are often polymer based) can be used to increase the VI. Viscosity modifiers are used in some EALs to push the viscosity of a low viscosity biodegradable oil to a higher viscosity value. Using viscosity modifiers with a low viscosity base oil to manufacture a lubricant can be more cost effective than to use a high viscosity base stock.
However, a lubricant containing viscosity improvers may not be as effective in high shear, high pressure, and extreme temperatures. In these conditions the oil can exhibit a temporary loss of viscosity. When shearing continues or if the forces are high enough, the polymers can break down, eventually causing a permanent loss of viscosity.
One measure of a lubricant’s protective value is its ability to withstand shearing under pressure. Shear stability describes a lubricant’s ability to resist a decrease in viscosity due to exposure to mechanical loads. Maintaining the appropriate and OEM recommended viscosity is critically important to both protect the equipment and to extend the time between oil change intervals.
Lubricant thinning under stress is the result of the breakdown of viscosity modifiers. Under stress, viscosity modifiers can either align at the molecular level causing a temporary loss of viscosity — or they can break apart causing a permanent loss in viscosity. Either scenario reduces their effectiveness in service. Increasing viscosity through the use of high viscosity base stocks — without the use or only moderate use of viscosity modifiers — tend to have better shear stability.
Stern tube systems and thrusters stress the lubricant due to high loads, speed of rotation, and heat. In a stern tube system, the weight of the propeller shaft and high thrust forces, combined with the speed of rotation and surface area create significant shear stress on the lubricant.
Of course, the function of a lubricant is to protect the components it is lubricating, improve efficiency by reducing friction, and reduce heat generation. But to properly protect the components, an oil relies on two main properties, viscosity and additives.
Determining proper viscosity is necessary to ensure a proper elastohydrodynamic (EHD) lubrication film. This film is essentially a wedge of oil that builds up between two moving surfaces and provides a separation. It is this separation that helps protect the surfaces from wear, pitting, and scuffing. EHD film thickness is a function of speed, pressure, surface condition, temperature, and viscosity.
A reduction in viscosity, either temporarily or permanently will reduce the lubricant’s ability to create a fluid film to separate the shaft from the bearing. Thrusters operate under extreme loads as they transfer power generated by the vessel’s engines, through the bevel gears of the z-drive and on to the propeller. When the correct viscosity is not maintained, an increase in micro-pitting and gear wear may occur. The lubricant selected to protect shafts, bearings, and gears must be able to withstand high shearing forces.
In practice, a good oil sampling program can be used to monitor the condition of the oil. Tracking the viscosity over time will detect loss of viscosity due to shearing.
That’s why monitoring trending data is part of a successful oil analysis program. The condition of oil should always be checked against a representative baseline. A baseline can be established by directly sampling the sump soon after filling with a fresh oil and after a short duration of operation. The frequency of sampling is typically established by the OEM, or depending on the application and operating conditions, an appropriate schedule of resampling can be established. An adequate interval is typically based on the number of service hours or at set intervals to check for viscosity stability. If one of the tested parameters ever falls out of the OEM recommended range for the equipment, it should be replaced and a new baseline should be established.
While an oil analysis program will help accurately measure how the current oil is performing, there are numerous tests that a manufacturer can perform in the lab to characterize the oil performance to help the OEM or end user make an informed purchasing decision prior to filling the system/gearbox.
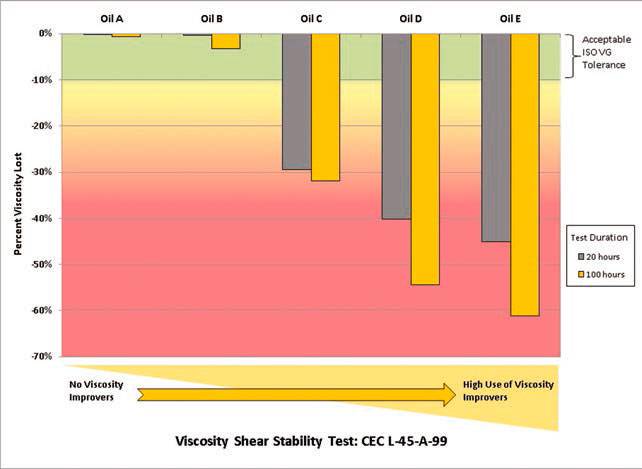
A preferred method is the standard test method CEC L-45-A-99, also known as the KRL Tapered Roller Bearing test. Used by OEMs and lubricant manufacturers, this test simulates lubricant performance under shear stress in actual gear and bearing applications. It is considered the most severe of the available shear stability tests and offers the best correlation to actual field performance. The CEC L-45-A-99 test simulates a high shear condition to accelerate the breakdown of oil viscosity. To accomplish this, tapered roller bearings are used because the large surface area of the roller exposes the oil to a high percentage of shear. The test bearings are run at 1,450 rpms for 20 or 100 hours under a load equal to 5,000 N, at 60° C. The results are calculated by measuring the percentage of viscosity change between the oil viscosity pretest and the oil viscosity posttest. A small value indicates a high shear stability, while a high value indicates poor shear stability.
Internal testing of various EALs using the test method CEC L-45-A-99 has produced a wide range of results among the sample lubricants. Synthetic ester-based products that did not use viscosity modifiers produced the best results. Even after a short test duration of 100 hours, two of the samples with viscosity modifiers showed a minimum of 50% loss in viscosity.
However the two oils that were formulated without viscosity improvers maintained a consistent viscosity. Even a small drop in viscosity can drop the ISO viscosity grade down into the next VI category permanently. Running too light of an oil viscosity can reduce the lubricant’s ability to provide a sufficient oil film. If this occurs, lubricant protection is compromised, which leads to a higher probability of premature wear, scuffing, and pitting.
EALs are formulated to protect the environment. But there is no need to select an EAL that compromises the protection of thrusters or shaft bearings.
Careful selection of EALs is necessary to prevent failures of bearings and gears. Protecting against shearing stresses is achieved by selecting EALs with a high VI. But lubricants that employ viscosity modifiers to raise VI can compromise shear stability. Selecting an EAL using a base oil with an inherently high VI — assisted by a good oil sampling program — will ensure the high level of shear protection that meets today’s environmental and equipment requirements.
The National Oceanic and Atmospheric Administration (NOAA) estimates that more than 700 million gallons of petroleum enter the environment each year, more than half of which is due to irresponsible discharges and illegal disposal. Oil leakage from stern tubes, once considered a part of normal operational consumption of oil by ocean-going vessels, has become an issue of concern and is now considered oil pollution.

GE Marine is one of the world’s leading manufacturers of marine propulsion products, systems and services including aeroderivative gas turbines. These highly efficient marine engines meet current and future emission regulations, and offer superior availability for various commercial and military applications. GE gas turbine propulsion systems and solutions are being used in some of the most novel projects such as to power the world’s fastest commercial ship as well as the United States Navy’s new LHD amphibious assault ship.

According to Bureau of Labor Statistics, a total of 717 work injuries occurred as a result of contact with objects and equipment in 2013. Roughly, 245 of them were struck by falling objects and another 105 workers were fatally injured after being caught in running equipment or machinery. Needless to say, anything can happen on a jobsite. Your equipment could malfunction or the weather might cause a whirlwind of unexpected issues, or even worse, someone could get hurt. Unfortunately, not much can be done when circumstances such as those arise, which is why developing preventive strategies is crucial to having a successful and safe project. One of those strategies is always choosing safe and reliable lifting equipment. But the question that remains is: is it safer to rent or to buy?

Protecting your people and your physical structure, while ensuring business continuity, are the most important functions of a fixed gas detection solution. Engineering a reliable, high-performance system that makes it easier and more cost effective to meet this challenge is the driving force behind a truly universal approach to gas detection.

Prime Mover Controls (PMC), based in Burnaby, B.C., Canada, began in 1969 as a small governor service shop, servicing virtually all types of Woodward governors. Over the years, PMC has kept up with new developments in governor technology and has maintained a dedicated and experienced staff of service technicians, as well as extensive test equipment. Servicing and adapting new Woodward governors to a wide variety of applications, both on and offshore, continues to be a significant part of PMC’s business.
(Herbert-ABS), sets the standard for leading edge stability, load management and emergency response software solutions for the marine and offshore industries. A joint venture between Herbert Engineering Corporation and American Bureau of Shipping, Herbert-ABS supplies quality marine and offshore software products that include LMP-Offshore (offshore load management), CargoMaxTM (shipboard trim, stability and loading) and HECSALVTM (salvage engineering and design). Herbert-ABS is headquartered in San Francisco, with site offices in Glasgow, Singapore, Busan and Shanghai. Herbert-ABS recognizes that success comes from putting their customers first in terms of on-time deliveries, technical excellence and after sales support. The company offers user-friendly software, which is continuously enhanced to meet the needs of the industry.
 Daily news & analysis delivered direct to your email from the world’s largest audited
circulation maritime industry publication serving the global maritime market since 1939.
Daily news & analysis delivered direct to your email from the world’s largest audited
circulation maritime industry publication serving the global maritime market since 1939.