Sunday, December 14, 2025

Accurate, on-the-spot measurement of marine bunkering is critical for both cost control and relationship management. The Micro Motion® Certified Marine Bunker Measurement Solution (CBMS) provides highly accurate data plus a bunker ticket that is available immediately after the bunker is complete. Depending on the implementation, the bunker measurement is certified by Nederlands Meetinstituut (NMi), the notified body for testing to the guidelines of the European Instruments Directive (MID) and Issuing Authority for OIML (International Organization for Legal Metrology). The Micro Motion meter meets the OIML standard R117-1 and the overall solution meets MID Directive 2004/22/EC Annex MI-005.


















Accurate, on-the-spot measurement of marine bunkering is critical for both cost control and relationship management. The Micro Motion Certified Marine Bunker Measurement Solution (CBMS) provides highly accurate data plus a bunker ticket that is available immediately after the bunker is complete. Depending on the implementation, the bunker measurement is certified by Nederlands Meetinstituut (), the notified body for testing to the guidelines of the European Instruments Directive (MID) and Issuing Authority for OIML (International Organization for Legal Metrology). The Micro Motion meter meets the OIML standard R117-1 and the overall solution meets MID Directive 2004/22/EC Annex MI-005.
During a meter trial, the Micro Motion system is frequently compared to the existing volumetric system, or to the volumetric system used by the other party. The comparison typically yields discrepancies that mistakenly call the new system into question. This white paper provides a brief overview of the Micro Motion Certified Marine Bunker Measurement Solution, then examines all the sources of measurement discrepancy and demonstrates that the apparent issues can be caused by a combination of the inherent uncertainties in volumetric measurement and inconsistent bunkering procedures. When appropriate bunkering procedures are followed, the Micro Motion system provides superior accuracy and should be used as the standard.
The use of mass flowmeters (MFMs) is becoming standard practice in the transfer of marine fuel. The Marine Port Authority (MPA) of Singapore, which represents a large share of the global bunkering market, announced in April 2014 that the use of MFMs would be mandatory by the start of 2017. MFMs reduce the number of quantity disputes, eliminate time spent performing sounding operations before and after the delivery, and provide suppliers with powerful diagnostic tools for improving their processes.
In addition, the MFM can provide the user with additional process metrics that help to prove the accuracy of their delivery quantities as well as their product quality. It is easy to see why MFMs are becoming the industry standard. ExxonMobil Marine Fuels & Lubricants was
the first bunker fuel supplier in the marine industry to use that has been approved by the Maritime and Port Authority of Singapore for bunker fuel deliveries.
Current practices in the bunkering industry employ tank-based measurement systems that provide static volumetric measurements. The volume totals are corrected to reference temperature and pressure (standard volume). Depending on local requirements, the volume totals may then be converted to mass. The required temperature and pressure measurements may be automatic or manual. Density values are obtained by sampling and laboratory analysis.
Interest in Coriolis direct mass measurement is increasing for marine applications, and fuel bunkering in particular. Coriolis technology provides of mass flow rate, volume flow rate, density, temperature and batch totals — all from a single device. Flow and density accuracies of ±0.1% (non-aerated fluids under laboratory conditions) result in unmatched performance and measurement certainty, making Coriolis technology an attractive alternative to static volume-based measurement.
While Coriolis measurement is well suited for fuel bunkering, additional factors are required to be met for optimal performance. :
• The ability to handle entrained gas
• Good performance in the measurement of viscous fluids
• Proper installations and procedures
The Micro Motion CBMS is a combination of a Coriolis sensor, a software application, specialized calibration, installation and support services, and procedural requirements. The package addresses all of the additional factors noted above.
Meter accuracy is affected by aeration — air or gas entrained in the fuel. Aeration may occur as a result of a variety of operational practices.
To address aeration, the Micro Motion Certified Bunker Measurement Solution includes a diagnostic that monitors aeration against the MID limit.1 If the diagnostic reports that aeration for the total bunker exceeds the MID limit, the bunker is not custody-transfer certified to 0.5%. The bunker ticket includes the final value of the aeration diagnostic.
The aeration diagnostic provides immediate feedback on every bunker to the operator so that improper procedural causes of aeration can be quickly identified and eliminated.
When the Certified Marine Bunker Measurement Solution is properly implemented and MID custody transfer - are followed, the meter mass total is certified to within ±0.5% of the true mass total. This is far more accurate than most static volume-based solutions in use today.
Heavy fuel oil or bunker fuel is thick and viscous, and in many cases must be heated before it will flow. With no moving internal parts to clog or wear down, Coriolis meters offer advantages over other mechanical flow measurement devices. Even more important, Coriolis meters are calibrated on water, which directly transfers to the measurement of any fluid — from to viscous oils. Also, of oil is conserved regardless of changing temperature and pressure, making fluid correction tables unnecessary. The result is an easy-to-use, robust device that is capable of both accurate measurement and lasting performance in the most challenging of conditions.
As with all other flowmeters, there are various influences on Coriolis meters for which compensation is required. For example, as the temperature of the process fluid changes, the stiffness of the flow tubes changes, and influences the mass flow measurement. An integral temperature measurement is used to compensate for this effect and produce an accurate measurement over a broad range of temperatures.
In large-diameter Coriolis meters, a small viscosity influence is present at high viscosities. Micro Motion has developed a patented algorithm called LD Optimization which - compensates for this influence whenever needed.
Emerson regularly employs independent third-party testing of its Micro Motion Coriolis meters to ensure performance on difficult fluids. Data from the SPSE laboratory in France shows excellent performance from the Micro Motion ELITE CMFHC3 Coriolis meter on widely varying fluid types, including fuel oil — all from a single water calibration. certificate has been awarded for ±0.2% mass accuracy on liquids based on setting’s, as determined during water calibration.
Not all bunkering delivery systems are designed the same; however, by working with Micro Motion and utilizing the services provided by our Marine Services group you can expect maximum performance. The Micro Motion CBMS is supported by technical expertise in installation and implementation. The technical staff undergoes specialized training and solely focuses on marine applications. Detailed installation methodologies, site and customer are used to ensure that the system achieves its potential and encompasses all requirements put forth by MID and MPA to ensure the system meets those rigorous standards.
It is possible to convert Coriolis mass measurements to equivalent volume quantities. Therefore, it might seem possible to use this approach as a method to assess the accuracy of the Coriolis system. However, this is problematic for several reasons:
• Static and dynamic volumetric measurements have a number of inherent uncertainties that do not apply to Coriolis mass-based measurement. The following equation shows the relationship between mass and volume.
Mass = Standard Volume x Density @ RefCond
Standard volume is defined as follows:
Standard Volume = Gross Volume x VCF
VCF, or Volume Correction Factor, is then defined as follows:
VCF = Density@ProcessCond / Density@RefCond
Similarly, it can be seen that the following is also true:
Mass = Gross Volume x Density@ProcessCond
When each term in these equations is examined, a variety of measurement uncertainties appear. These uncertainties are discussed in detail in the section on volumetric systems.
If measurement is required, and the mass data is calculated from a volumetric system, the resulting mass values will have all the inaccuracies of the volumetric measurement. See the section on mass in air vs. mass in vacuum.
This section examines the uncertainties in each term of the preceding equations.
“Gross volume” is the raw measured value. A variety of methods can be used to determine this number, but static tank level measurement is the most common. Tank measurement typically includes two steps:
1. Measuring the liquid level in the tank
2. Multiplying the result by a factor derived from tank volume
calibrations to produce a volume measurement
For all tank measurements, the level measurement should be delayed until the fluid clinging to the walls of the tank can flow down into the main body of fluid. The time required depends on the viscosity of the fluid, the size and shape of the tank, and the actual change in tank level. In practice, the measurement is typically taken immediately after the bunker transfer producing uncertainties of unknown size.
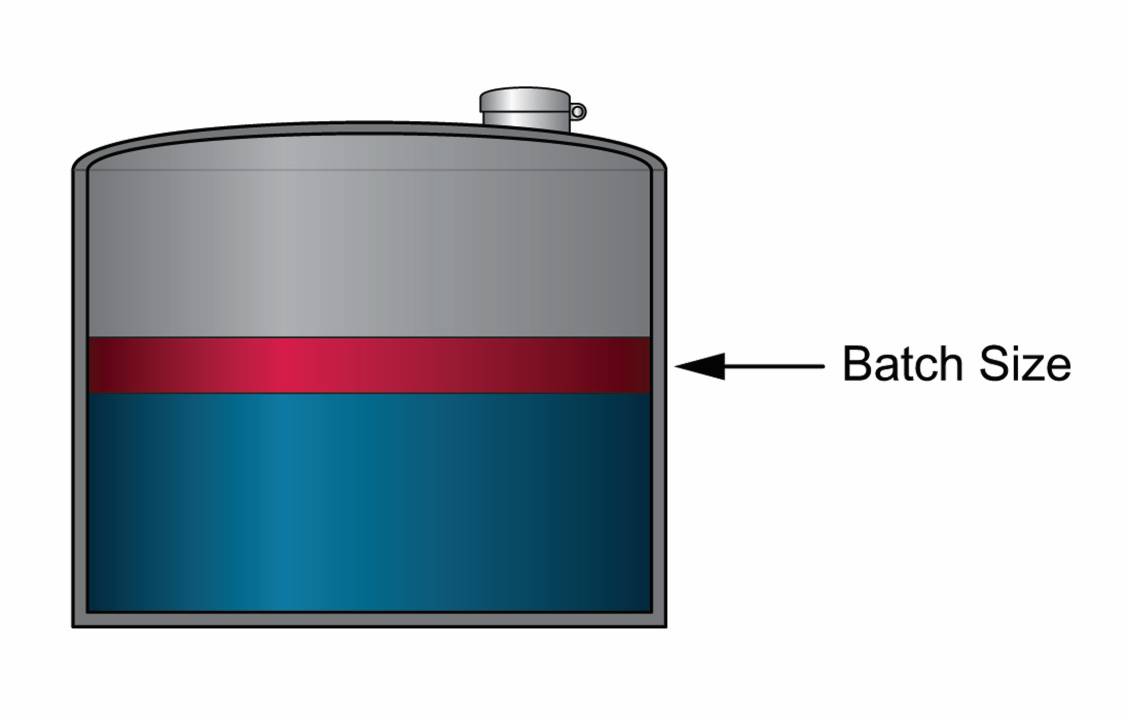
Tank level measurements can be very accurate when radar gauges are used (0.5 mm to 1.0 mm). However, if the tank is large, a small error in the reading can produce a very large measurement error, especially when the batch size is small relative to the tank size (see Figure 1).
If a tank dip is used, the potential inaccuracy due to human factors is greatly increased. Figure 2 illustrates one problem related to reading a tank dip with the required degree of accuracy. Other problems include holding the tape tightly one time and less tightly the next or holding the tape at a slight angle.
To produce a good conversion factor, the tank volume must be known to a high degree of accuracy. Tank calibration methods include:
• Using a known volume from a flowmeter or a reference tank. This method is limited by the accuracy of the reference.
• Using physical tank measurements
• “Strapping,” or measuring the outer circumference of the
tank and calculating the volume.
• Using lasers inside an empty tank. This method is typically
more accurate than strapping.
The accuracy of all of these methods is affected by the actual shape of the tank:
• Obstructions within the tank whether permanent or temporary
(e.g., access stairs or support structures) reduce the tank volume.
• Tanks may deviate from true round, due to shifting or tilting after
installation.
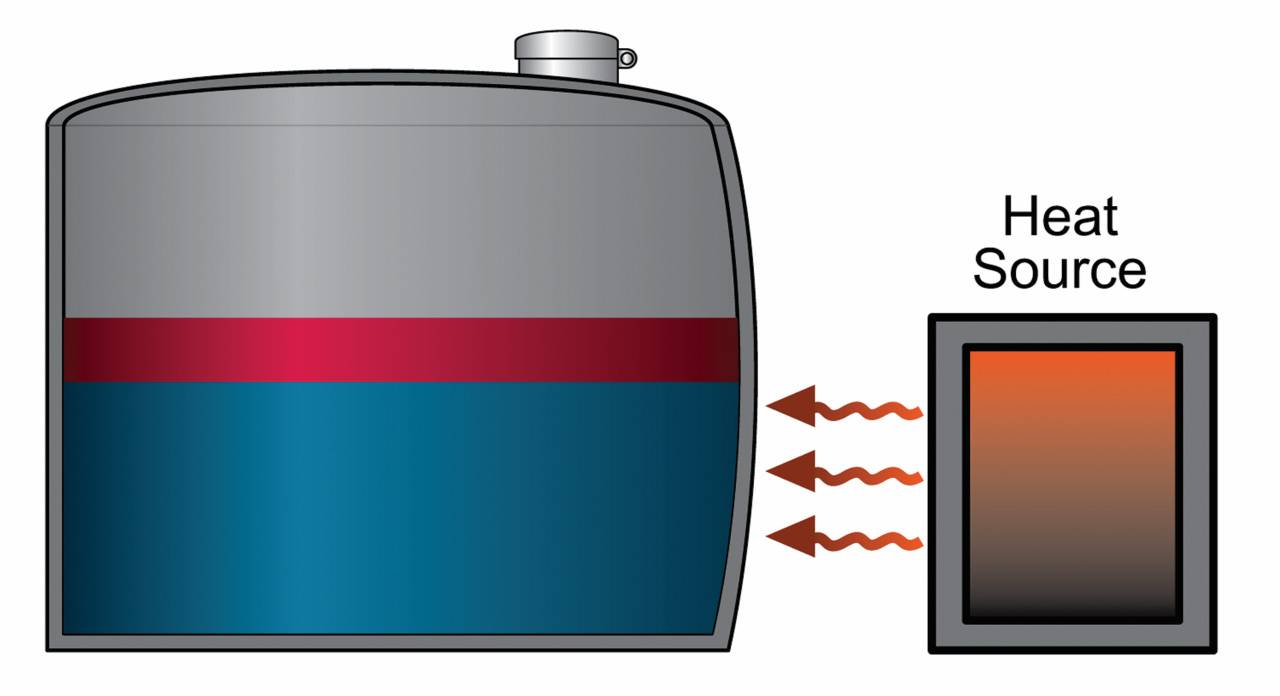
• Tank walls may swell unevenly due to thermal gradients
(see Figure 3).
On a barge or vessel, additional factors make accurate measurement even more difficult:
• The movement of the barge or vessel causes motion of the fluid in
the so that the operator is trying to measure a moving target.
• Trim, or how the barge or vessel rests in the water, affects the
“verticality” or “list” of the tank. Trim depends on sea conditions,
weight distribution, and other factors. Corrections may be applied
to compensate for these influences. However, the corrections may or
may not be accurate or sufficient, and, these corrections each have
their own associated uncertainties.
• Tank calibration on barges or vessels tends to be less frequent than
shore calibrations: they are typically performed at
intervals.
• The tank structures are subjected to constant movement and
vibration while at sea with unknown effects on tank shape and
volume.
Uncertainties in density and temperature measurement
Process density and temperature relationship are usually obtained by a combination of sampling and laboratory analysis. The following factors affect the accuracy of these measurements:
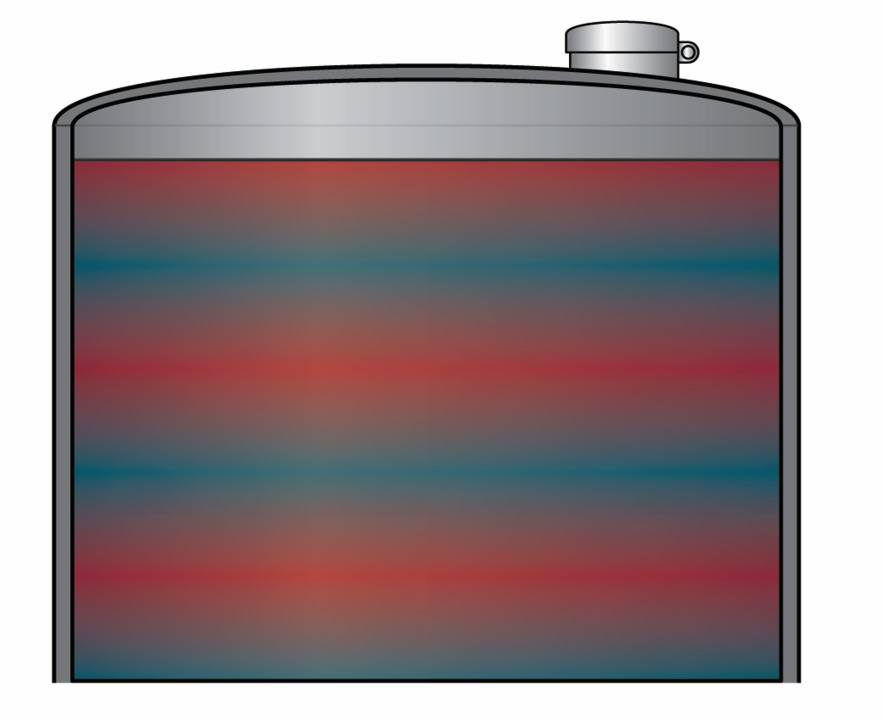
• Density stratification or settling in the tank (see Figure
4). More localized variation may also exist, and air may be introduced to the fuel line during the bunker.
• Uneven heating of tank contents. The process temperature readings must be representative of the bunker as a whole. However, temperature frequently varies at different levels of the tank or even on different sides of the tank (temperature stratification). On bunker fuel, a 5°C change in temperature results in approximately 0.35% error when correcting volume to temperature.
These effects can be reduced, although not eliminated, by frequent sampling. However, in practice, it is - , expensive, and time-consuming to collect multiple samples, perform the laboratory analyses, and apply different correction factors to different portions of the bunker. Frequently, the results from the laboratory are not available until long after the bunker transfer is completed.
Conversion tables are typically used to convert process density to Density@Ref. The American Petroleum Institute Manual of Petroleum Standards (API MPMS) provides a set of VCF tables for use with different fluid types. However, each table is generalized to represent several different fluids, with varying degrees of accuracy for any specific fluid. Additionally, the tables assume that the composition and temperature of the process fluid homogeneous, which may or may not be true. The uncertainty (precision) as mentioned by
API is 0.15% for temperatures between 37 and 65°C. VCF, as the ratio of two density values, necessarily combines the uncertainty of both.
Cumulative uncertainty in volumetric systems is a result of the measurement uncertainties from multiple devices and/or analytical methods, combined with the sampling frequency error and the conversion table approximations. The overall resulting uncertainty can be significant.
“Systemic holdup” refers to variations the amount of fuel that may potentially be present in the pipeline (or fuel path or connecting volume) between the meter and the transfer point, or in the pipeworks on the barge.
holdup is not a problem when the pipelines remain full and the fluid density remains relatively constant before and after a bunker, or if the lines are completely empty before and after a bunker and fuel is only allowed to drain into the receiving tank(s). However, if procedures do not require this step, measurements may not reflect the actual amount transferred.
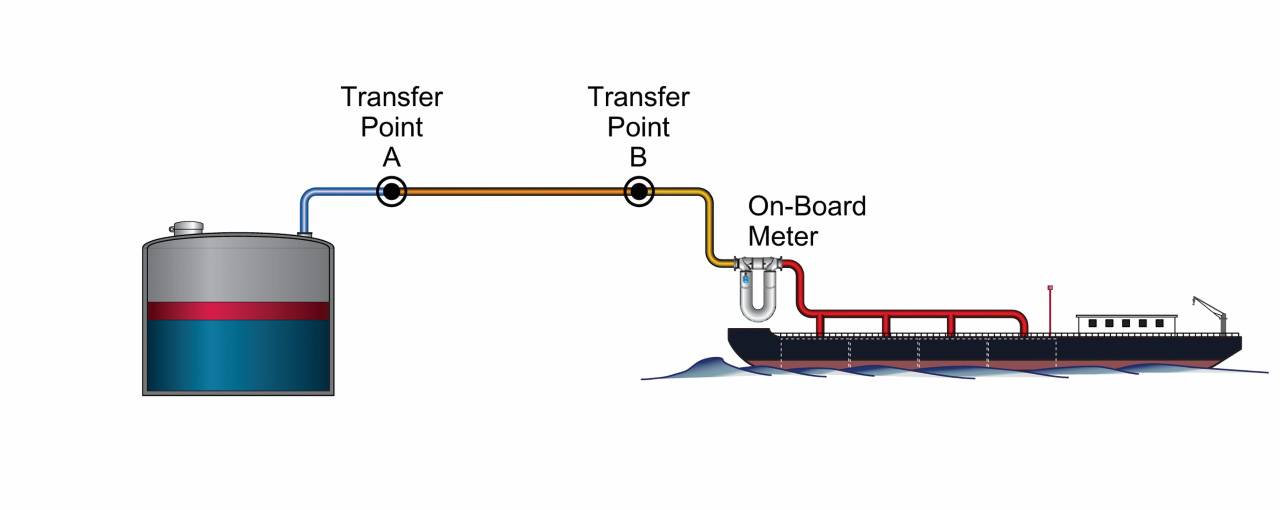
Additionally, systemic holdup has significant effects when comparing meter measurement to shore and barge measurements, or to tank measurements, because there is no way to ensure that the two systems are processing the same amount of flow. On barges in particular, due to the length and complexity of pipeworks, the volume of the systemic holdup can be surprisingly large — up to 10 mT. Figure 5 illustrates several possible ways that systemic holdup can affect measurement comparisons.
For example:
• When transferring fuel between the shore tank and the barge tanks, if Transfer Point A is used and the pipeworks are empty to start, but not blown out at the end, then all the fluid remaining between Transfer Point A and the meter is measured by the tank-
based system but not by the meter. When Transfer Point B is used, the potential effect of holdup is smaller.
• When transferring fuel from the barge tanks to a vessel, the pipe works are typically empty before the transfer but full after the transfer, and the amount transferred is calculated from the changes in tank level, the fuel in the barge pipeworks will be included in the tank level measurement but not in the meter measurement.
To minimize the effects of systemic holdup:
• Locate the meter as close as possible to the transfer point.
· After each bunker, perform a blowdown to force all residual fluid through the meter to the receiving vessel.
· Avoid comparing shore, barge, and tank-based measure- to meter-based measurements unless it is possible to keep the pipe works full at all times.
“Mass in vacuum” is the true mass of an object. Coriolis meters report “mass in vacuum”. However, many mass measurement values, including tank-derived values, actually represent “mass in air”. “Mass in air” is the mass of an object as affected by the force of gravity (i.e., the weight) and the buoyancy of the surrounding medium (typically air).
This second factor is a result of the density of air, which varies with temperature, pressure, humidity and altitude.
The equation below shows the relationship between “mass in air” and “mass in vacuum”. Assuming the following:
• Density of air: 1.2 kg/m3
• Density of fluid: 990 kg/m3
This equation yields the following conversion factor:
Mass in air = Mass In Vacuum x 0.9987
For example, the mass total reported by the meter is 2000 mT. For a more accurate comparison to the mass total derived from tank measurement, multiply 2000 mT by 0.9987 = 1997.7 mT. (Looking at it the other way, the “mass in vacuum” measurement is the “mass in air” measurement multiplied by 1.0013.)
Micro Motion Coriolis meters measure mass directly, so no volume-to-mass conversion is required. The meters are calibrated at the factory in mass units, which are not affected by density. The effects of temperature on sensor response are eliminated via automatic temperature compensation using the integral temperature measurement that is located inside the flowmeter. As a result, mass measurement is
essentially unaffected by process conditions and no additional inaccuracy is introduced by conversion from volume to mass.
In addition to mass measurement, Micro Motion meters simultaneously measure volume, using real-time mass, temperature, and density measurements. Process variation is automatically incorporated into the results, eliminating the effects of stratification. Real-time temperature is also used in the conversion to at temperature.
In addition to providing more accurate and dynamic volume data, the Micro Motion solution eliminates the time, cost, and effort involved in sampling, laboratory analysis, and post-analysis calculations.
Cumulative uncertainty is small or non-existent in Coriolis mass-based measurement:
· A single device is used for mass, density, and temperature, eliminating multiple device issues.
· Volume is calculated from real-time process data, eliminating uncertainty related to sampling, laboratory procedures, and conversion tables.
Rely on one measurement system. There are inherent differences between measurement systems. Coriolis measurement, established over 38 years of cross-industry applications in the most challenging conditions, should be used as the standard.
Minimize the effects of holdup. Minimize the length of pipe between measurement points and transfer points. Maintain the same pipe conditions (full/ full or empty/empty) before and after bunkers.
Minimize aeration. All measurement systems provide best results on single-phase liquids (i.e., no entrained gas). Operating procedures should be designed with this goal in mind.
In 2012, Hong Lam Marine lead the industry by being the first to install a Certified Bunker Measurement Solution from Emerson onboard the fuel MT Emissary barge. The MT Emissary barge is a refueling barge that is used to transport fuel from the loading terminal to the vessel for refueling purposes. Following the installation of the metering solution, it was possible to monitor bunkering operations closely and make adjustments that would improve the accuracy of the measurement and also reduce the time needed for each delivery. The use of the MFMs gave Hong Lam Marine access to process data on their bunkerings that previously unmeasured (flow rate, supply pressure, process temperature, aeration, and density). With access
to these new data Hong Lam Marine was able to work with Emerson to help make process improve- and adjustments to the operation. While there were many procedural changes that improved measurement accuracy, the changes that had the largest impact were:
• Limiting tank stripping
• Reducing overall batch aeration
• Reducing barge-to-barge transfers
• Reducing the time for bunkering operation by eliminating sounding (about three hours per operation)
Prior to the installation of the system, the barge operation was optimized for the sounding process, but some of these procedures would have a negative impact on the performance of the measurement system.
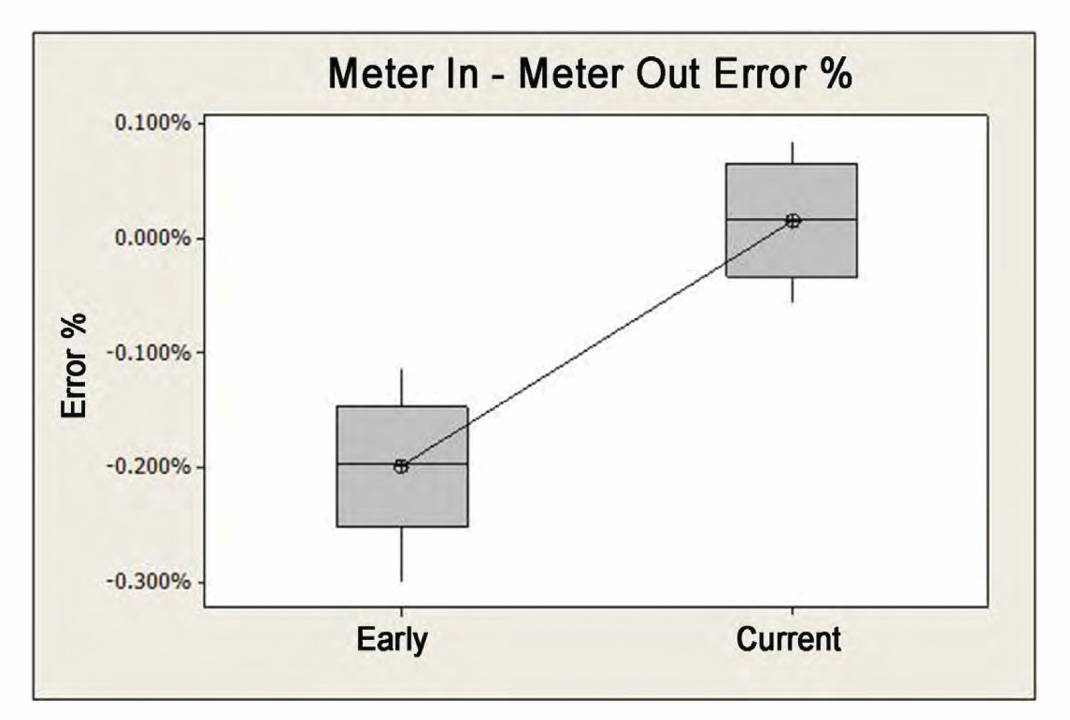
This paper judges the measurement performance based on the comparison of the “meter in” reading and the “meter out” reading. “Meter in” is the reading of the measurement system during loading operations, and “meter out” is the measurement during delivery operations. This comparison is used by the industry as a metric to ensure that there is no loss from the product inventory from the time it was loaded on the barge until it was delivered to the receiving vessel. This in and out total comparison allows for the operator to check the flowmeters’ operation based on a total ‘loaded’ reading and compare that to the total delivered.
For several months following the installation of the MFMs, Hong Lam Marine developed new procedures that were optimized for the new measurement system. The change in performance is clearly highlighted in Figure 6. During this period, they used Emerson’s BunkerLink
software to collect baseline data for mass flow rate, density, and drive gain. Figure 6 shows the results of the system based on the % difference for the total loaded vs. the total delivered. In addition, Figure 7 highlights the comparison between the results ‘early’ and the ‘current’ results. The results show a clear difference between the averages between the two data sets. These results show that the modifications in the crew operating procedures have improved the overall results.
The MT Emissary barge made several operational and behavioral changes during the implementation of the MFM system. One of the most impactful changes was eliminating the process of heavy stripping or line clearing on every batch. “Stripping” is a term used for clearing the tanks the barge. The crew uses the practice to remove a particular product from the tanks and prevent cross contamination when switching products. For instance, from HFO500 to HFO380, or vice versa. This practice is also used to simplify the sounding measurement process, and to improve the transparency of the measurement as it is easier to measure an empty tank.
During a bunkering operation, the crew of the receiving vessel witnesses the sounding event and records the level and temperature of each tank to determine the initial volume contents of the tank. This value is converted to mass and is the opening mass total the barge. In an effort to prove to the vessel that all of the contents of the barge were delivered to the vessel, the barge conducts extensive stripping to clear the tanks of all contents. This shows the vessel with the closing sounding measurement that the entire product was delivered.
With the introduction of there is no longer a need for this practice for each operation. By using a direct, traceable, online dynamic flow measurement, the barge can run a more effective delivery to the receiving vessel, delivering exactly what they ordered without having to strip the tanks of the barge. Although the crew still has to clear the tanks of the barge for when they change product types, they can consolidate this process to one delivery. This reduces the impact of the process multiple bunkering operations.
In the early stages of operating with the emissary barge at the end of nearly every the barge was stripped, which involved significant periods of aerated product transferred throughout the process. This practice is not intended by the crew to create measurement problems, but rather represents the behavior that was established by years of trying to overcome the considerable difficulties of sounding measurements, which are no longer a concern with the advent of metering methods.
With this modification in operating procedures Hong
Lam Marine improved on several metrics:
• Average batch aeration decreased
• Meter in—Meter out variation improved
• Meter in—Meter out accuracy became closer to zero
• Operations became more efficient and less time was spent on
delivery
"This technology signifies a major step-change in measurement practices and can help save vessel operators up to an estimated three hours* and US$4,000** per delivery. The system helps to enhance the integrity, security, and efficiency of fuel quantity measurement."13
— ExxonMobil Marine Fuels & Lubricants
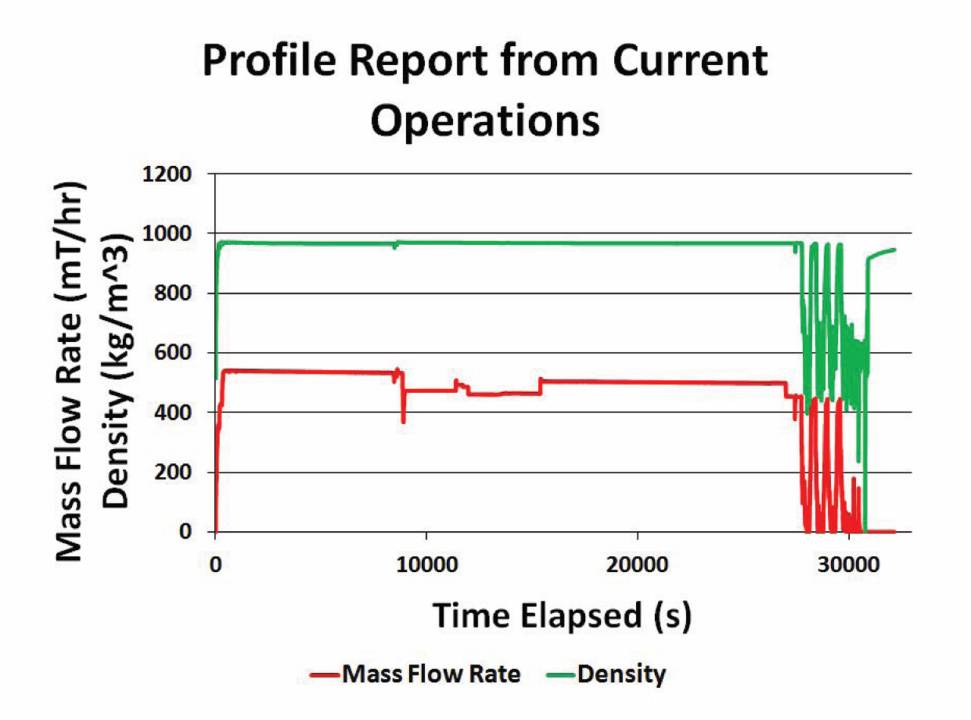
Reducing aeration had a positive impact on both the loading and delivery operations for the MT Emissary barge. This ensured that the metering system had the best conditions to measure the bunker fuel and improved the operational efficiency of the barge. The bunkering process became more efficient because aeration that had caused the flow rate to temporarily decrease was eliminated.
Running the delivery under single phase allowed for the barge to run at a fixed rate through the whole delivery. The reduced aeration was due to the time spent stripping tanks.
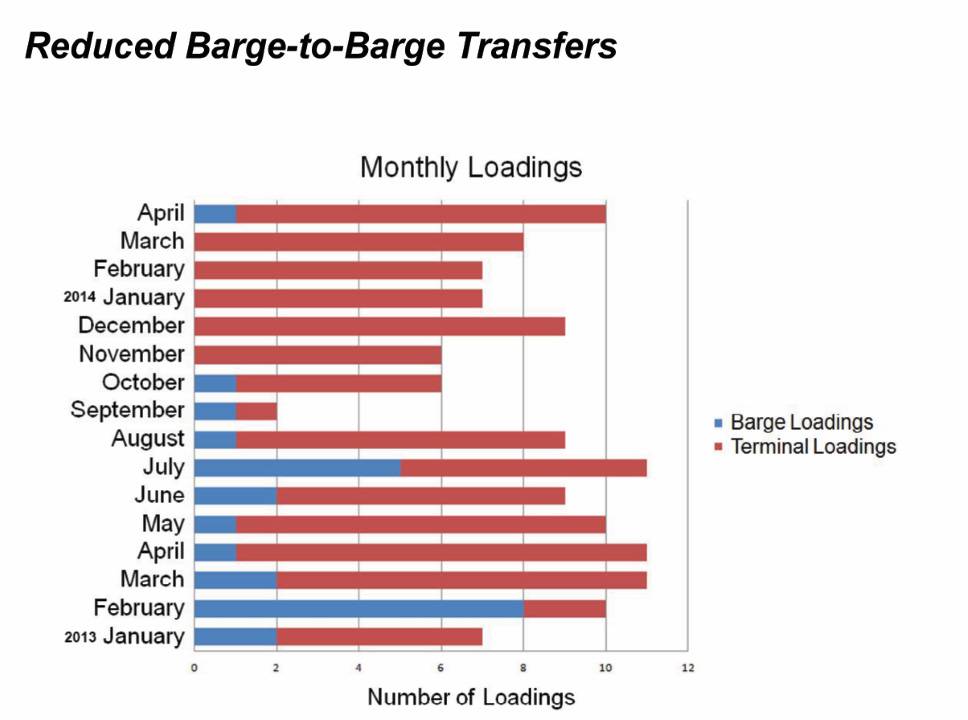
Hong Lam Marine found a reduction in the variance,
or spread in the when the barge started loading from the terminals only. In Figure 9, the bar chart highlights the reduced number of barge loadings.
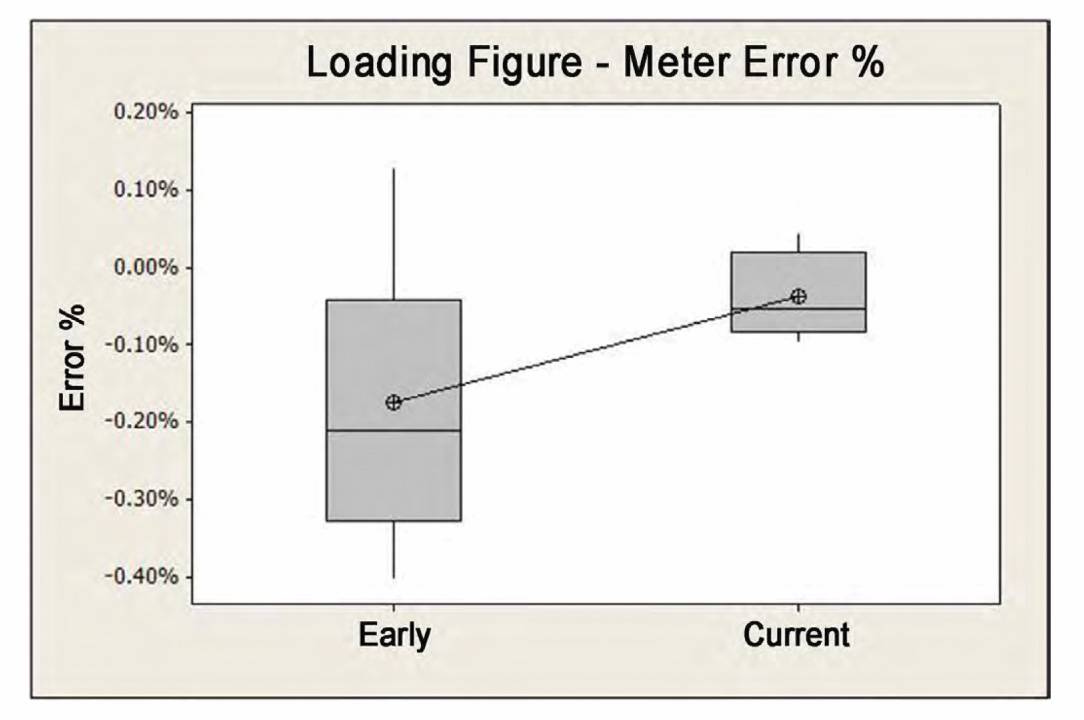
Figure 10 shows that by reducing the number of barge loading operations, there is a decrease in observed variation between the flowmeter readings in the reported loading figures. The decrease in the observed variation is the result of using a more consistent point of reference and eliminating the poor loading operations from other barges.
Similar to the early delivery operations on the MT Emissary barge, other barges in Singapore followed the same type of operation practice using extended tank stripping to demonstrate that each tank was completely empty. The result was of aerated product to the MT Emissary barge. This aeration increases the uncertainty and variation of the measurement when receiving and delivering the product, resulting in worse measurement performance.
By using terminals as the dedicated loading location, Hong Lam Marine eliminated this source of uncertainty and improved measurement during loading operations. This increased the accuracy of the loading measurement that would be compared to the delivery measurement.
The boxplot in Figures 6 and 10 show a statistically significant reduction in the percent error between early and late periods based on the percent error of the meter in and meter out comparisons. After making the necessary operational procedural adjustments, the meter in—meter out results re-centered around zero. These results show that the average adjusted back to center and that the barge is operating with both + and — months, indicating this is a good average around the center. (It is important to note that both the early and late operation meet the specification of the bunkering system of +/-0.5%.)
From January 2014 to May 2014, the MT Emissary barge loaded a total of 136,537.24 MT, and then delivered a total of 136,550.13 MT, a difference of 12.88 MT or 0.01%. Not only is the quantity delivered from the barge impressive, but it also shows incredible inventory management. This proves that the MT Emissary barge is not only one of the most time efficient barges but arguably the most accurate in the world. The MT Emissary barge has continued to lead the charge in innovation by operating with a greener propulsion and is now operating with one of the top bunkering systems in the port of Singapore.
The experience gained during the testing of the MT Emissary barge highlights a good example of a fundamental behind sound weights and measures practices and that there are important elements needed to succeed in creating a healthy environment for trade. By first selecting a measurement method and system that is proven effective, and by then maintaining and operating that system consistently with approved procedures, the goal is achieved. The confidence of all parties involved in the resulting measurements will establish the trust that is necessary buyers and sellers in a market where legal trading of commodities is accomplished using measuring systems. The example of the MT Emissary barge revealed two important facts about measurement methods and procedures used for bunkering.
First, the method of using vessel tank sounding measure- (dipping) to determine delivery quantities is vulnerable to large measurement errors that can be caused by unpredictable variations in procedures. Differences in procedures including tank stripping, unintended churning of the fuel, variations in the temperature of the fuel throughout the tanks, vessel list corrections, fuel to internal walls, and recording errors of dipping measurements can all cause the sounding method to give indications that may be either significantly higher or lower than the true delivery. Variations in environmental
conditions and the procedural variations that can adversely affect the accuracy of sounding measurement results can be very difficult to control in a marine environment.
Second, it was found that using a flowmeter to determine delivery quantities is less prone to measurement errors than the sounding measurement method. This is because the single most significant impact on the results metering method comes from excessive entrained air in the fuel. The MT Emissary experience showed that the amount of air in the fuel can be easily controlled within acceptable limits by understanding and the operating procedures onboard the barge. Measurement error due to entrained air can be easily eliminated when a metering system is capable of detecting and identifying when entrained air appears in the fuel.
Most well-designed and maintained metering systems will consistently indicate slightly less than the true amount of fuel (under-register) when entrained air is present. Just like on the MT Emissary barge, when a barge operator sees an indication from the metering device that a certain step in the procedure has resulted in excessive entrained air, they can quickly and easily remedy the problem by addressing that step in the procedure.
The operator of the measuring system is motivated to eliminate as many procedural variations that result in entrained air as possible, so long as the device under- registers when entrained air is present. However, in the unusual case of a meter that is designed to consistently indicate more than the true amount (over-register) when entrained air is present, the barge operator would be motivated to intentionally introduce procedural steps that increase the amount of entrained air.
A meter system that behaves in this way should never be used in the marketplace because it would destroy the trust and confidence of all the bunkering customers who have no control over the amount of entrained air. Also, it would undermine the level playing field that is necessary to allow fair competition to thrive between honest operators.
One of the primary goals of bunker delivery system operators is to achieve balance of their inventory levels. Micro Motion Coriolis flowmeters are rapidly being adopted for use in bunker deliveries because they provide the accurate measurements needed to achieve inventory balance and because they can identify any steps in bunkering procedures that are resulting in entrained air.
The simple goals of all sound weights and measures systems are to create a healthy environment for trade and a level playing field where buyers are confident that they are receiving what they have paid for and fair competition can thrive between sellers. Another goal is to ensure that sellers can invest with confidence that the market is not being damaged by bad actors. Using good systems for bunkering instead of sounding/dipping is rapidly growing in popularity mainly because it provides a clear path forward to building trust between bunker fuel buyers and sellers. The MT Emissary barge is a shining example of a bunker fuel delivery system that has achieved excellence in inventory balance while also giving buyers a new level of confidence in the consistency and fairness of the amounts they are charged for their fuel purchases.
 Daily news & analysis delivered direct to your email from the world’s largest audited
circulation maritime industry publication serving the global maritime market since 1939.
Daily news & analysis delivered direct to your email from the world’s largest audited
circulation maritime industry publication serving the global maritime market since 1939.