Friday, December 19, 2025

While there have been a few attempts over the years to design more efficient towboats, as a whole the inland industry has lagged behind the rest of the marine world in regards to the application of modern engineering methods to produce more efficient hull shapes. Conventional wisdom has always held that the shape of the towboat hull had very little impact on the overall efficiency of a line haul or unit tow when it comes to fuel efficiency or vessel speeds. However, TSGI has been applying state of the art Computational Fluid Dynamics (CFD) to analyze this very topic, with significant results to the contrary.









 Photo: The Shearer Group, Inc.
Photo: The Shearer Group, Inc.
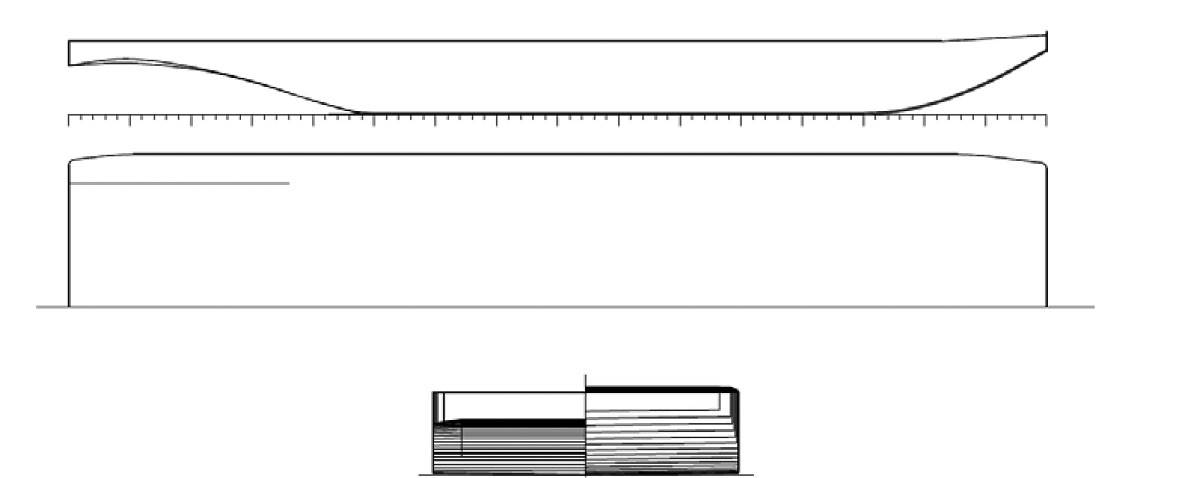 Traditional Inland Towboat Hull
Traditional Inland Towboat Hull
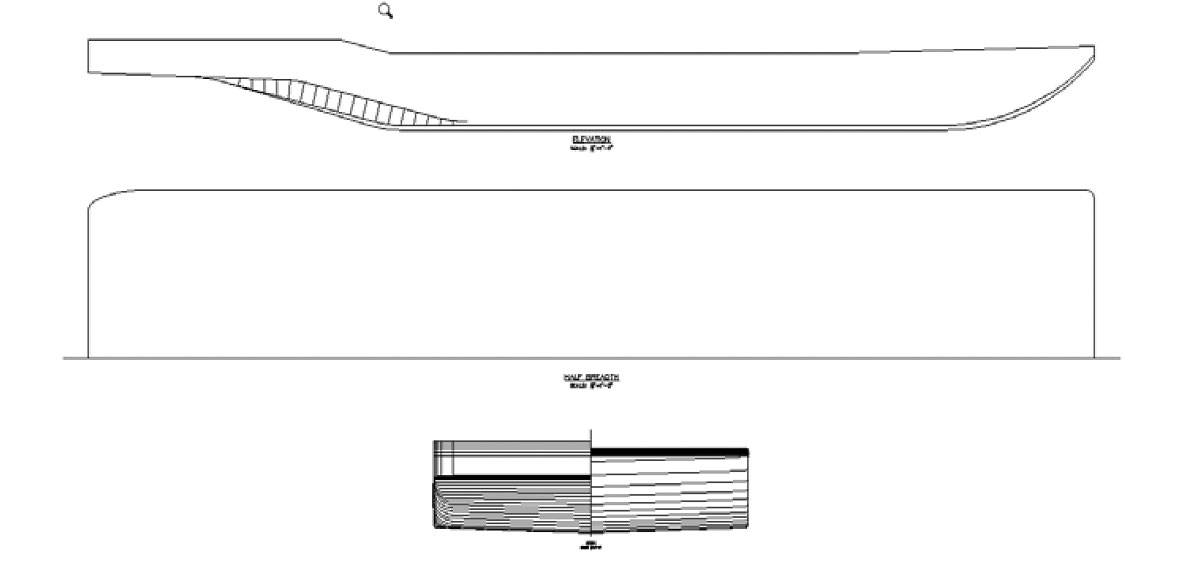 TSGI Inland Towboat Hull Shape
TSGI Inland Towboat Hull Shape
 Traditional Hull, 7 kts, full barges
Traditional Hull, 7 kts, full barges
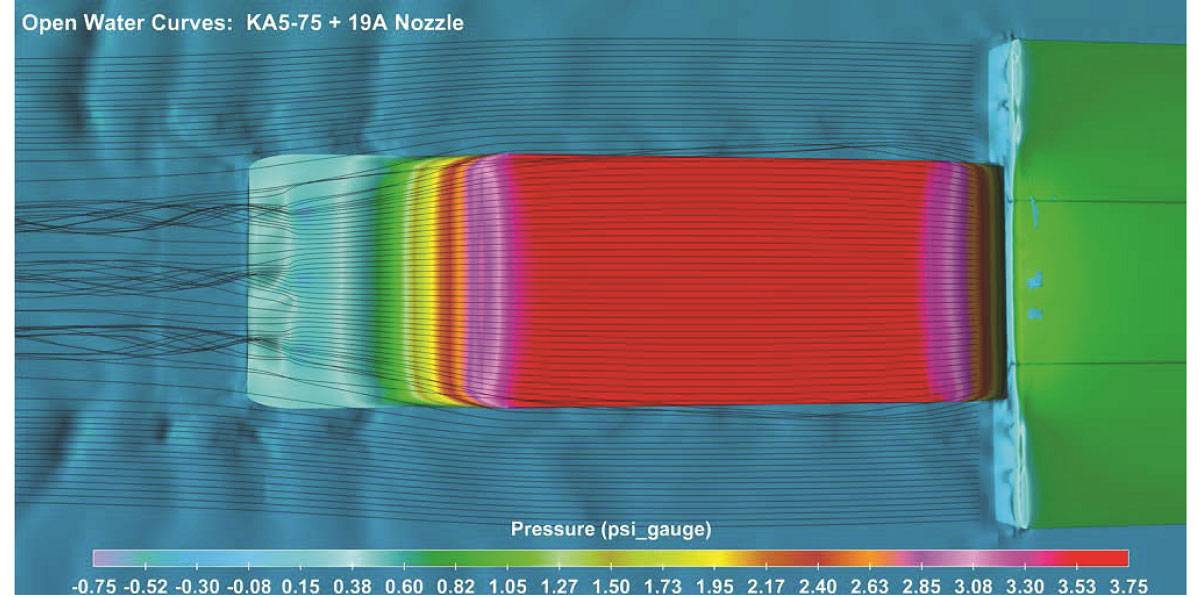
 TSGI Hull, 7 kts, Full barges
TSGI Hull, 7 kts, Full barges
 Traditional Hull, 7 kts, Light Barges
Traditional Hull, 7 kts, Light Barges
 TSGI Hull, 7 kts, Light Barges
TSGI Hull, 7 kts, Light Barges
Outside a brief period in the 1960s and early 1970s where the likes of Dravo and Nashville Bridge Company conducted extensive model tests on vessels over 8000HP, towboat model testing has been relegated to academia with shipyards and owners happy to apply the model test results of the larger vessels to the design of smaller vessels that were becoming more common in the industry. Hull shapes such as the “Hydrodyne” from St. Louis Ship and the “Viking” class from Dravo were designed in the 1970s and were copies of previous designs with minor modifications. Most of the hull shapes in use on the inland rivers are based on these designs.
Through its history, the problem with model testing was that it was (and still is) expensive and did not replicate the actual operation of the towboats. Shallow water, mixtures of loaded and empty barges, and the alignment of barges in a tow required additional testing which was not done due to costs. It is also very hard to see subtle changes to flow due to slight variations in hull lines and propulsion system layouts using model tests. Basically a design was developed using proven engineering principles, tested and unless serious flaws where found, used to produce to full size vessels. Time and money were not spent to explore other variations in hull shapes that could have yielded different results.
With the introduction of CFD to the marine world, the reality that only wealthy owners and governments could afford detailed hull analysis has changed. As computing power continues to increase, the cost of CFD analysis continues to decrease. For the price of building one hull model and running one series of hull resistance tests for just a towboat, an entire series of hull shapes (10+ hull shapes) with barges can be evaluated with numerous variables applied. CFD has opened up the proverbial flood gates to explore hull design in a much more economical fashion. TSGI began CFD research on its hulls three years ago originally to look for ways to improve flow for our Z Drive hull shapes as a successor to our successful Southern Towing Z drive designs. During the analysis we started to see some signficant differences in not only flow characteristics for the Z drives but also in the hull resistance. We found that the shape of the towboat actually had a significant impact on the resistance of the entire line haul or unit tow, in the order of improvement on the overall efficiency of the tow when compared to a traditional towboat hull shape.
Since inland towboat hull shape design has not faced any significant design development in the last 30 years, we decided to start with the traditional towboat hull shape as a baseline. Defining features of this hull shape are the long bow rake and long stern rake slopes. This does provide good open water performance and has been the basis of inland towboat hull designs since the above mentioned model tests in the 1960s. There have been a very minor variations over the years however the basic hull shape remains the same.
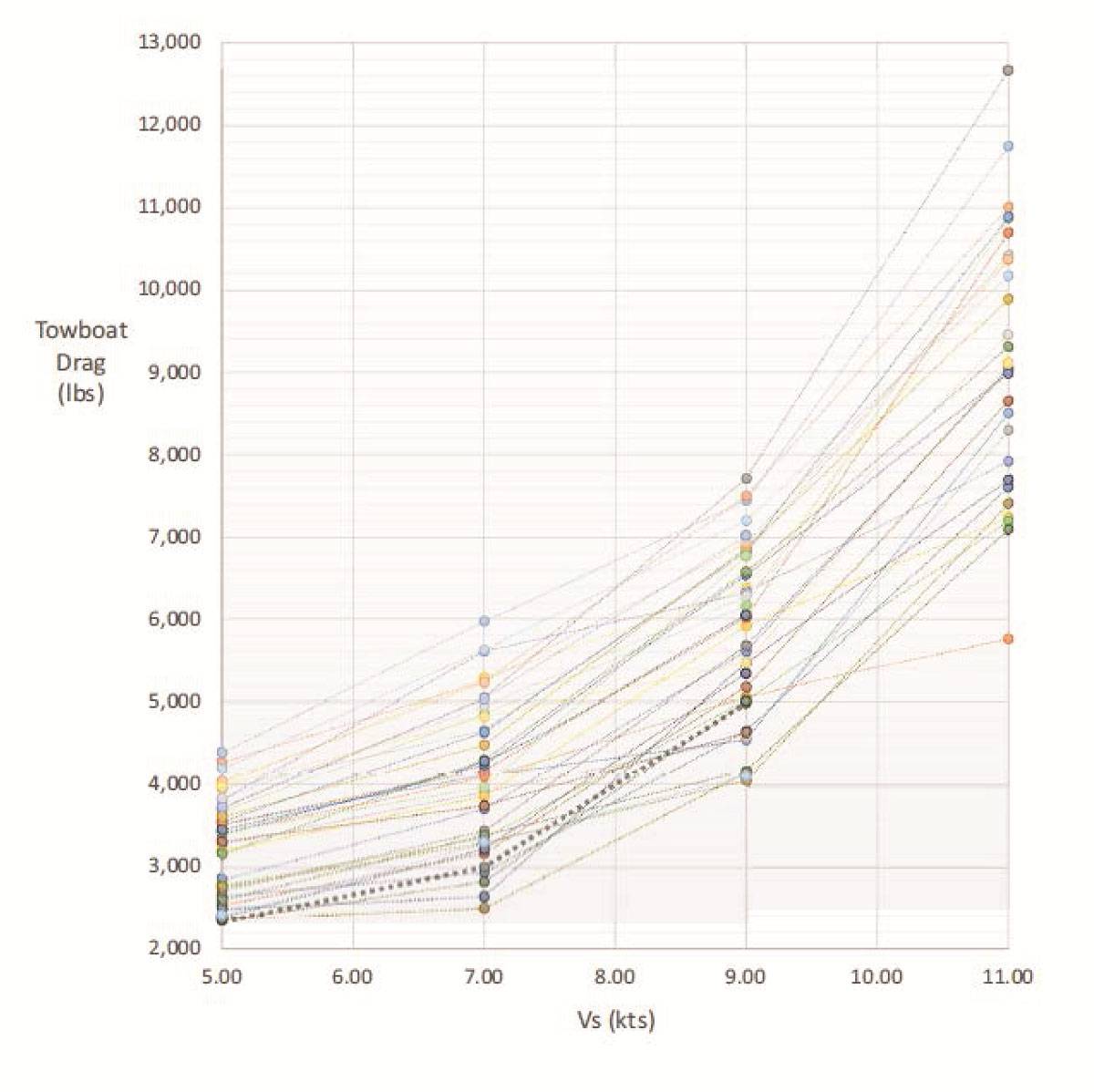
The major areas of difference are the bow shape and the stern rake. These played a signficant factor in increasing flow into the propulsors and rudders, as well as reducing overall friction of the entire tow, not just the towboat. Subtle changes in the hull design made signficant impacts on the performance of the entire model. Items such as the position and angle of the stern rake, midbody dead rise, and bilge knuckle radius are all factors in the resistance calculations. The variations used for these calculations were not extreme changes in hull shape and would likely not be obvious at first glance. However as you can see in the chart below, the drag of the hull forms can vary as much as 30% depending on the vessel’s speed. These resistances were for the towboat only.
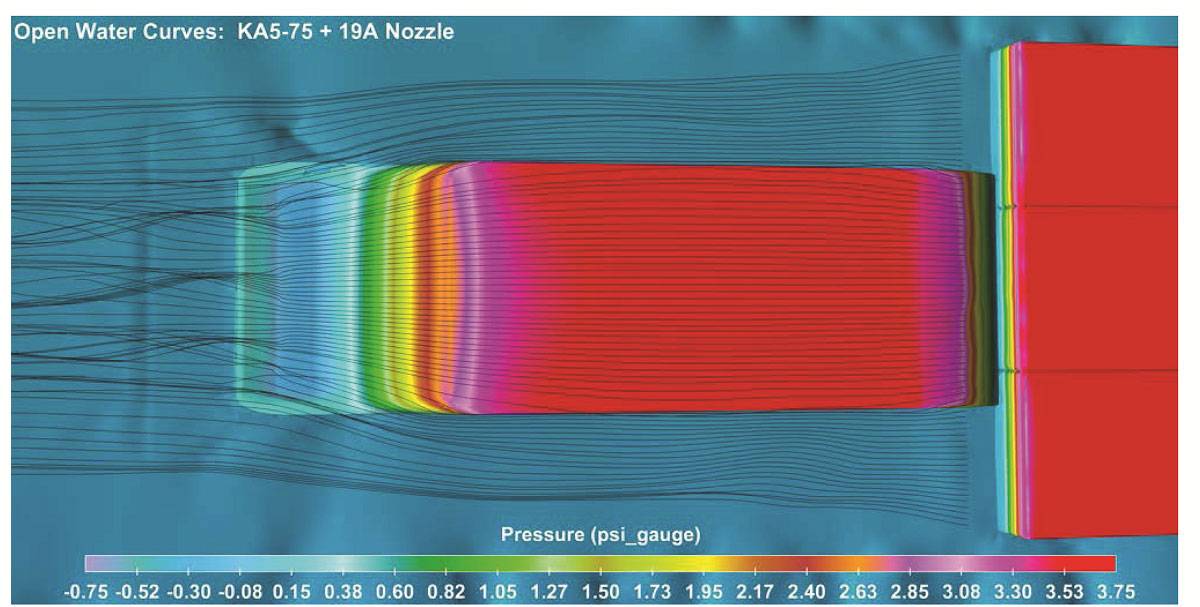
An analysis of the two hull shapes (traditional and TSGI) was done at a variety of hull speeds and barge configurations. When compared to the TSGI hull shape (figure 4), the traditional hull shape (figure 3) appears to experience several areas of rough flow and pressure gradiants particularly in the bow region and again with turbulent flow streamlines in the stern rake leading to the propulsors. Compared to TSGI’s developed hull series, you can see a significant difference in the water flow lines. Smoother water flow reduces the tow resistance and increases propulsive efficiency. In addition, the traditional hull shape suffers from a poor pressure recovery aft of the vessel resulting in a large wake which represent lost energy and efficiency.
Flow and resistance comparisons were conducted for both full and light barge conditions. TSGI wanted to test the notion that the fuller bow on our new design might result in higher resistance values for light barges. Both sets of hull calculations were set to the towboat at 9’-6″ of draft pushing barges drafting 9’-6″ and then pushing barges at 2’-0″ of draft.
For the lightly loaded barges there is still a difference in flow lines, but it is related to how far away from the hull the flow lines are reestablished. The resistance calculation results were much closer between the two hulls when pushing light barges, with a improvement in line haul efficiency with the TSGI hull shape.
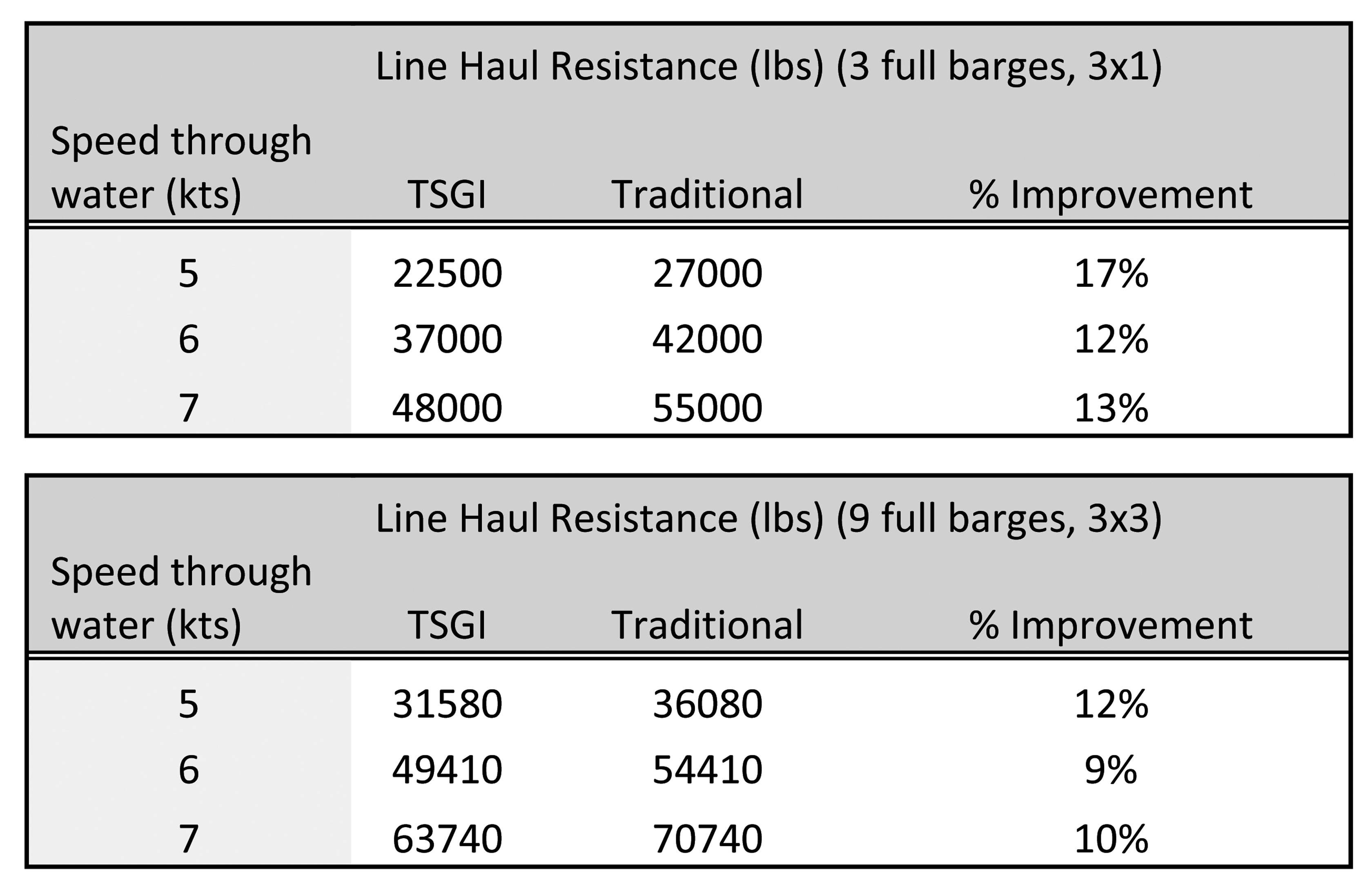
Resistance calculations between the two hull shapes when placed in a tow ranged from in favor of the modern hull shape for the entire tow configuration with fully loaded barges. Light barge resistance improvements ranged from in the knot speed range, also in favor of the new hull design. If these numbers were translated to fuel savings, the money spent optimizing the hull shapes would be returned in months, not years.
The CFD hull model comparison data provided in this article was developed using a 3rd party hydrodynamacist in order to maintain an unbiased evaluation of the designs. The CFD tool used for all calm water resistance and propulsion cases was STAR-CCM+ (STAR). STAR is a Reynolds Averaged Navier Stokes (RANS) solver. Hulls were run in water depths of 30’.
TSGI is continuing to explore hull design improvements to improve efficiencies for inland towboat design at various size and power ranges. TSGI has begun preliminary hull development for conventional shafted vessels using the same engineering methods. We have also started development of hull shapes designed specifically for unit tow configurations. Our goal is to provide the industry with the most efficient hull shapes along with cutting edge propulsion system designs in an effort to reduce the operating costs associated with a new towboat design.

In the marine market, tight deadlines and budget constraints are common obstacles to overcome. Even finding a qualified welder for a marine application is a challenge, so being able to join pipe without flame can make all the difference in the marine world. Reducing time spent on repairs and labor expenses means you can focus on doing your job and keeping your crew safe. However, when dealing with a work environment that involves floating on a volatile sea, it can be difficult to ensure safety and precision while operating ocean-based support vessels, drill ships and oil platforms.

Any time heavy machinery is being moved from one place to another, it’s important to ensure that the equipment being used for the project is both properly maintained and inspected and also that the proper equipment is being used for the task at hand. At these moments, the decision of whether to use owned equipment or to rent a different piece of machinery to ensure that the project runs smoothly is of the utmost importance.

Understanding the many details of a satellite communications solution – and how a comprehensive approach is the fastest path to digitalization
 Daily news & analysis delivered direct to your email from the world’s largest audited
circulation maritime industry publication serving the global maritime market since 1939.
Daily news & analysis delivered direct to your email from the world’s largest audited
circulation maritime industry publication serving the global maritime market since 1939.